Naprawa chłodnicy to temat, który często budzi wiele pytań wśród właścicieli samochodów. Czy warto w ogóle się za to zabierać? Kiedy lutowanie ma sens, a kiedy lepiej od razu pomyśleć o wymianie? W tym artykule, jako Radosław Cieślak, postaram się rozwiać wszelkie wątpliwości i przeprowadzić Cię przez proces samodzielnego lutowania chłodnicy krok po kroku. Niezależnie od tego, czy masz do czynienia z chłodnicą miedzianą, czy aluminiową, znajdziesz tu praktyczne wskazówki, które pomogą Ci podjąć właściwą decyzję i skutecznie przeprowadzić naprawę.
Lutowanie chłodnicy: kiedy warto podjąć się naprawy i jak to zrobić samodzielnie?
- Naprawa chłodnicy jest opłacalna przy drobnych uszkodzeniach, zwłaszcza w modelach miedzianych; aluminiowe są trudniejsze i często wymagają specjalistycznych spoiw.
- Do lutowania twardego, zapewniającego trwałe połączenie, niezbędny jest palnik gazowy, a nie lutownica.
- Kluczowe dla sukcesu jest dokładne przygotowanie powierzchni: musi być idealnie czysta i odtłuszczona.
- Chłodnice aluminiowe wymagają specjalnych spoiw cynkowo-aluminiowych, często z topnikiem w rdzeniu, lub alternatywnie klejenia/spawania TIG.
- Samodzielne lutowanie to koszt materiałów (kilkadziesiąt do stu kilkudziesięciu złotych), podczas gdy naprawa warsztatowa jest znacznie droższa.
- Najczęstsze błędy to przegrzanie materiału, brudna powierzchnia i nieprawidłowa ilość spoiwa.

Czy warto lutować chłodnicę? Zanim zaczniesz naprawę
Zanim w ogóle pomyślisz o lutowaniu, musisz zadać sobie kluczowe pytanie: czy taka naprawa ma sens ekonomiczny i techniczny? Moje doświadczenie podpowiada, że lutowanie jest opłacalne przede wszystkim w przypadku drobnych, punktowych uszkodzeń, takich jak niewielkie pęknięcia czy przetarcia, zwłaszcza w starszych chłodnicach miedzianych lub mosiężnych. Te materiały są znacznie bardziej podatne na naprawę. Jeśli jednak mamy do czynienia z rozległymi uszkodzeniami, licznymi nieszczelnościami, pęknięciami na plastikowych elementach (zbiornikach bocznych) chłodnicy aluminiowej, lub gdy chłodnica jest bardzo skorodowana, wtedy naprawa staje się nieopłacalna, a nawet niemożliwa do wykonania w sposób trwały. W takich sytuacjach, zamiast marnować czas i pieniądze na prowizoryczne rozwiązania, zdecydowanie lepiej jest rozważyć zakup nowej chłodnicy często zamienniki są dostępne w rozsądnych cenach.
Chłodnica miedziana czy aluminiowa? Zrozumienie różnicy to klucz do sukcesu
Podstawową kwestią, która determinuje sposób i powodzenie naprawy, jest materiał, z jakiego wykonana jest chłodnica. W starszych pojazdach, a także w maszynach rolniczych czy budowlanych, często spotykamy chłodnice miedziane lub mosiężne. Są one cenione za swoją trwałość i, co najważniejsze z perspektywy naprawy, znacznie łatwiejsze w lutowaniu. Miedź i mosiądz dobrze przewodzą ciepło, ale nie tworzą tak problematycznej warstwy tlenków jak aluminium, co ułatwia uzyskanie trwałego i szczelnego połączenia.
W nowoczesnych samochodach dominują chłodnice aluminiowe, nierzadko z plastikowymi zbiornikami bocznymi. Aluminium to materiał lekki i efektywny, ale jednocześnie bardzo wymagający w procesie lutowania. Wynika to z dwóch głównych przyczyn: po pierwsze, aluminium ma bardzo wysoką przewodność cieplną, co utrudnia skupienie ciepła w jednym punkcie i wymaga mocniejszego źródła ciepła. Po drugie, na jego powierzchni błyskawicznie tworzy się warstwa tlenków, która działa jak izolator, uniemożliwiając prawidłowe połączenie spoiwa z metalem. To właśnie ta warstwa jest największym wyzwaniem przy lutowaniu aluminium.
Koszty pod lupą: Samodzielna naprawa vs. wizyta w warsztacie
Analiza kosztów to zawsze ważny element podejmowania decyzji o naprawie. Poniżej przedstawiam orientacyjne zestawienie, które pomoże Ci ocenić, co jest dla Ciebie najbardziej opłacalne:
| Rodzaj naprawy/zakupu | Orientacyjny koszt (w Polsce) |
|---|---|
| Samodzielna naprawa (koszt materiałów) | Kilkadziesiąt do stu kilkudziesięciu złotych |
| Profesjonalna naprawa w warsztacie (drobne nieszczelności) | Od ok. 150-450 zł |
| Profesjonalna naprawa w warsztacie (poważniejsze uszkodzenia) | Od 600-1500 zł |
| Nowa chłodnica (zamiennik do popularnego auta) | 250-700 zł |
| Robocizna za wymianę chłodnicy w warsztacie | 300-700 zł |
Jak widać, samodzielna naprawa jest zdecydowanie najbardziej ekonomiczną opcją, jeśli tylko posiadasz odpowiednie narzędzia i umiejętności. Koszt materiałów jest minimalny w porównaniu do cen usług warsztatowych czy zakupu nowej części.
Kompletujemy sprzęt do lutowania: co musisz mieć?
Zanim przystąpisz do pracy, upewnij się, że masz pod ręką wszystkie niezbędne narzędzia i materiały. Odpowiednie przygotowanie to połowa sukcesu, zwłaszcza przy tak precyzyjnej czynności jak lutowanie chłodnicy.
Wybór spoiwa i topnika serce całej operacji
Wybór odpowiedniego spoiwa i topnika jest absolutnie kluczowy. To właśnie one odpowiadają za trwałość i szczelność połączenia. Oto, co polecam:
-
Dla chłodnic miedzianych/mosiężnych:
- Spoiwo: Tradycyjnie stosuje się spoiwo cynowo-ołowiowe, na przykład w proporcji 60% cyny i 40% ołowiu (Sn60Pb40). Jest łatwo dostępne i sprawdzone.
- Topnik: Do miedzi i mosiądzu doskonale sprawdzi się kwas lutowniczy lub woda lutownicza. Pamiętaj, aby po lutowaniu dokładnie oczyścić miejsce z resztek topnika, aby uniknąć korozji.
-
Dla chłodnic aluminiowych:
- Spoiwo: Tutaj musimy sięgnąć po specjalistyczne rozwiązania. Najlepszym wyborem jest lut twardy cynkowo-aluminiowy, np. ZnAl4, o temperaturze topnienia około 385-420°C. Zapewnia on znacznie wyższą wytrzymałość niż luty miękkie.
- Spoiwo z topnikiem w rdzeniu: Bardzo praktycznym rozwiązaniem są specjalne druty do aluminium, takie jak ALU 2200, które w rdzeniu zawierają niekorozyjny topnik. To znacznie upraszcza proces, eliminując potrzebę oddzielnego nakładania topnika i minimalizując ryzyko błędów.
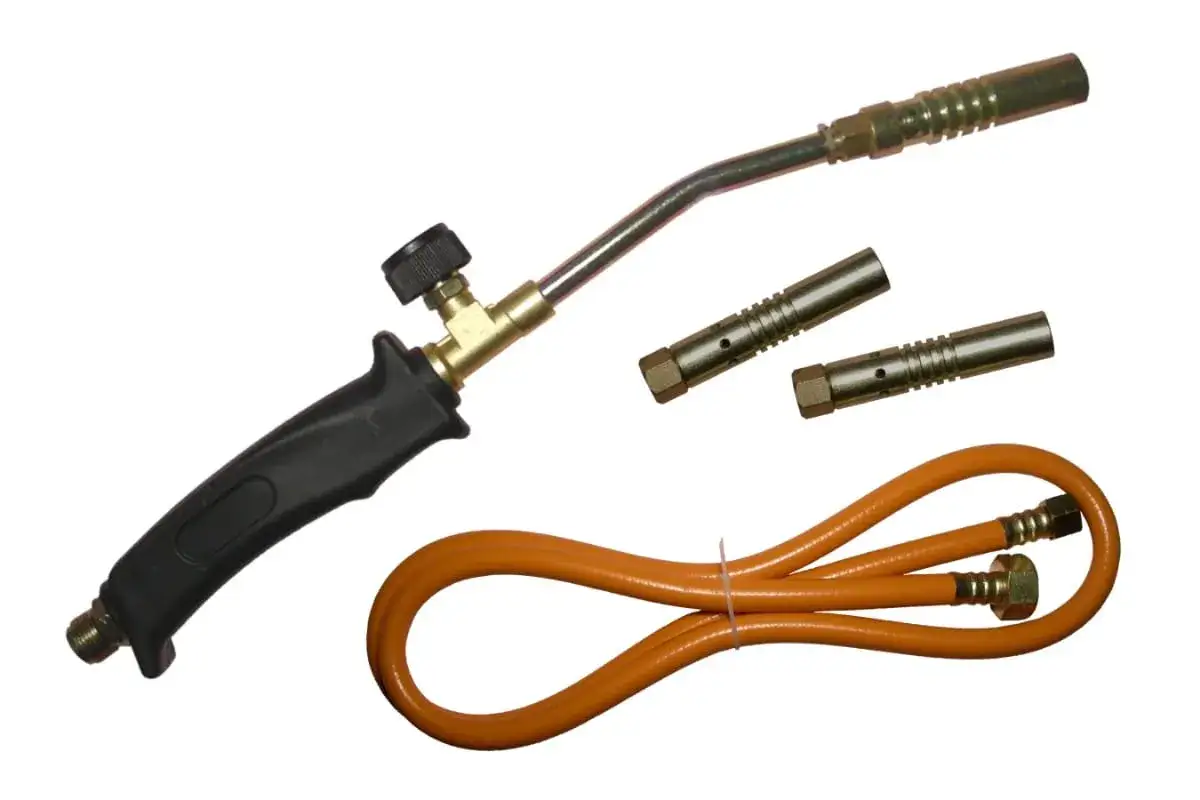
Źródło ciepła pod kontrolą: Dlaczego palnik gazowy wygrywa z lutownicą?
Wiele osób zastanawia się, czy do lutowania chłodnicy wystarczy mocna lutownica. Moja odpowiedź jest jednoznaczna: do lutowania chłodnic, zwłaszcza aluminiowych i przy lutowaniu twardym, niezbędny jest palnik gazowy. Lutowanie twarde, które zapewnia znacznie wyższą wytrzymałość mechaniczną połączenia (nawet 200-300 MPa w porównaniu do mniej niż 50 MPa dla lutów miękkich), wymaga temperatur powyżej 450°C. Zwykła lutownica, nawet ta o dużej mocy, po prostu nie jest w stanie zapewnić takiej temperatury, a co ważniejsze, nie rozgrzeje równomiernie tak dużego elementu jak chłodnica, która intensywnie odprowadza ciepło. Palnik na gaz MAPP jest tutaj idealnym rozwiązaniem, oferującym odpowiednią moc i precyzję.
Bezpieczeństwo przede wszystkim: Rękawice, okulary i dobra wentylacja to podstawa
Praca z otwartym ogniem i rozgrzanymi metalami zawsze wiąże się z ryzykiem. Dlatego nigdy nie zapominaj o bezpieczeństwie!
- Rękawice ochronne: Chronią dłonie przed wysoką temperaturą i przypadkowymi oparzeniami.
- Okulary ochronne: Niezbędne do ochrony oczu przed odpryskami spoiwa, topnika czy intensywnym światłem płomienia.
- Dobra wentylacja: Podczas lutowania wydzielają się opary topników i spoiw, które mogą być szkodliwe. Pracuj w dobrze wentylowanym pomieszczeniu lub na otwartej przestrzeni.
Narzędzia pomocnicze, o których nie możesz zapomnieć
Oprócz palnika i spoiw, przyda Ci się kilka innych akcesoriów, które znacząco ułatwią pracę:
- Szczotka druciana: Najlepiej ze stali nierdzewnej, do mechanicznego czyszczenia powierzchni.
- Papier ścierny: Drobnoziarnisty, do precyzyjnego przygotowania miejsca lutowania.
- Odtłuszczacz: Aceton lub alkohol izopropylowy to idealne środki do chemicznego odtłuszczania powierzchni przed lutowaniem.
- Naczynie na wodę: Do testowania szczelności.
- Kompresor lub pompka: Do podania niewielkiego ciśnienia podczas testu szczelności.
Jak lutować chłodnicę krok po kroku? Praktyczny przewodnik
Teraz, gdy masz już skompletowany sprzęt i wiesz, czym się różnią poszczególne typy chłodnic, przejdźmy do sedna czyli do samej naprawy. Pamiętaj, że precyzja i cierpliwość są tutaj kluczowe.
Krok 1: Demontaż i bezbłędne zlokalizowanie nieszczelności
- Demontaż chłodnicy: Zawsze zaczynaj od wyjęcia chłodnicy z pojazdu. Praca na zamontowanej chłodnicy jest praktycznie niemożliwa i bardzo ryzykowna. Spuść płyn chłodniczy, odłącz węże i ostrożnie wyjmij element.
- Dokładne czyszczenie: Po demontażu dokładnie oczyść chłodnicę z zewnątrz z brudu, oleju i resztek płynu chłodniczego.
- Lokalizacja wycieku: To kluczowy etap. Najskuteczniejszą metodą jest zatkanie wszystkich otworów chłodnicy (np. korkami gumowymi), a następnie podanie do niej niewielkiego ciśnienia powietrza (np. 0,5-1 bara, nie więcej, aby nie uszkodzić chłodnicy!). Następnie zanurz chłodnicę w wannie z wodą. Miejsce, z którego wydobywają się pęcherzyki powietrza, to Twoja nieszczelność. Oznacz je wyraźnie, np. markerem.
Krok 2: Przygotowanie powierzchni najważniejszy etap, którego nie można pominąć
- Mechaniczne czyszczenie: To jest absolutnie najważniejszy krok! Miejsce lutowania musi być idealnie czyste. Użyj szczotki drucianej (najlepiej ze stali nierdzewnej, aby nie wprowadzać zanieczyszczeń) i papieru ściernego, aby usunąć wszelkie ślady korozji, brudu, farby czy tlenków. W przypadku aluminium, warstwa tlenków tworzy się błyskawicznie, więc czyszczenie powinno być wykonane tuż przed lutowaniem.
- Chemiczne odtłuszczanie: Po mechanicznym czyszczeniu, dokładnie odtłuść powierzchnię za pomocą acetonu lub alkoholu izopropylowego. Jakiekolwiek zanieczyszczenia tłuszczowe lub resztki tlenków to gwarancja nieszczelności i braku przyczepności spoiwa. Nie pomijaj tego etapu!
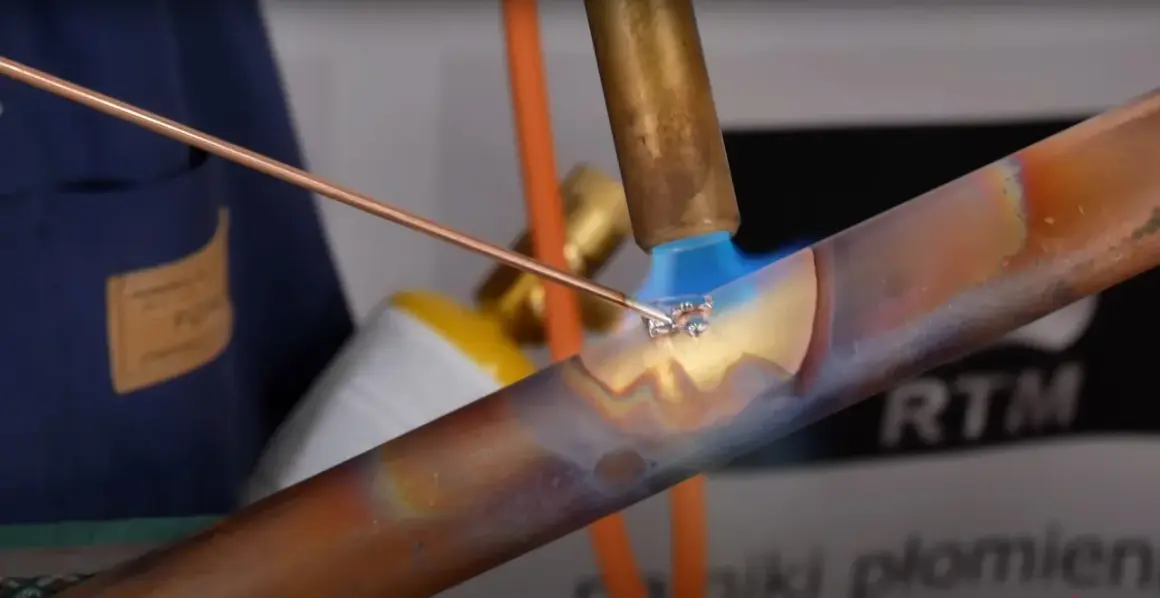
Krok 3: Technika prawidłowego nagrzewania metalu bez ryzyka uszkodzenia
- Równomierne nagrzewanie: Za pomocą palnika gazowego zacznij równomiernie nagrzewać obszar wokół nieszczelności. Pamiętaj, aby nie skupiać płomienia w jednym punkcie zbyt długo, aby nie przegrzać ani nie przepalić cienkiej ścianki chłodnicy.
- Kontrola temperatury: Kluczem jest doprowadzenie metalu do temperatury topnienia spoiwa. Spoiwo powinno topić się od gorącego metalu, a nie od bezpośredniego kontaktu z płomieniem palnika. Jeśli spoiwo topnieje bezpośrednio w płomieniu, oznacza to, że metal jest jeszcze za zimny.
Krok 4: Aplikacja spoiwa jak uzyskać idealnie szczelną spoinę?
- Aplikacja topnika: Jeśli używasz spoiwa bez topnika w rdzeniu (np. do miedzi), nałóż cienką warstwę topnika na nagrzaną powierzchnię. Topnik pomoże w usunięciu resztek tlenków i zapewni lepsze rozpływanie się spoiwa.
- Nakładanie spoiwa: Przyłóż lut do nagrzanego miejsca. Powinien on samoczynnie rozpłynąć się w szczelinie, tworząc gładką i jednolitą spoinę. Upewnij się, że cała nieszczelność została pokryta. Staraj się użyć optymalnej ilości spoiwa ani za mało, ani za dużo.
Krok 5: Czas na werdykt test szczelności po zakończonej naprawie
- Chłodzenie: Po zakończeniu lutowania pozwól chłodnicy ostygnąć naturalnie. Nie schładzaj jej gwałtownie wodą, ponieważ może to spowodować pęknięcia spoiny lub samego materiału.
- Czyszczenie: Po ostygnięciu dokładnie oczyść miejsce lutowania z resztek topnika (jeśli był używany), aby zapobiec korozji.
- Ponowny test szczelności: Powtórz procedurę z Kroku 1: zatkaj otwory, podaj niewielkie ciśnienie i zanurz chłodnicę w wodzie. Brak pęcherzyków powietrza oznacza sukces! Jeśli pojawią się pęcherzyki, oznacza to, że musisz poprawić lutowanie w danym miejscu.

Lutowanie aluminium: wyzwanie i alternatywne metody
Jak już wspomniałem, aluminium to materiał, który potrafi napsuć krwi nawet doświadczonym mechanikom. Jego specyficzne właściwości sprawiają, że podejście do jego naprawy musi być inne niż w przypadku miedzi czy mosiądzu. Ale nie jest to niemożliwe!
Dlaczego aluminium jest tak wymagającym materiałem w naprawie?
Główne wyzwania w lutowaniu aluminium wynikają z dwóch cech. Po pierwsze, aluminium ma bardzo wysoką przewodność cieplną. Oznacza to, że ciepło z palnika szybko rozchodzi się po całym elemencie, utrudniając skupienie odpowiedniej temperatury w miejscu lutowania. Wymaga to większej mocy palnika i precyzyjniejszej kontroli nad procesem. Po drugie, na powierzchni aluminium błyskawicznie tworzy się warstwa tlenków (tlenek glinu). Ta warstwa jest bardzo stabilna i działa jak bariera, która uniemożliwia spoiwu prawidłowe połączenie z czystym metalem. Nawet po dokładnym mechanicznym oczyszczeniu, tlenki pojawiają się niemal natychmiast w kontakcie z powietrzem, co wymaga stosowania specjalnych topników lub spoiw z topnikiem w rdzeniu, które skutecznie rozbijają tę warstwę.
Specjalistyczne luty do aluminium z topnikiem w rdzeniu jak to działa?
Rozwiązaniem problemu warstwy tlenków i trudności w lutowaniu aluminium są specjalistyczne luty, często dostępne w formie drutów z topnikiem w rdzeniu. Ich działanie jest genialne w swojej prostocie: podczas topnienia spoiwa, topnik zawarty w jego wnętrzu uwalnia się i aktywnie reaguje z warstwą tlenków aluminium, skutecznie ją rozbijając i usuwając. Dzięki temu spoiwo może swobodnie połączyć się z czystym metalem, tworząc trwałą i szczelną spoinę. To rozwiązanie znacznie upraszcza proces, ponieważ nie musimy martwić się o oddzielne nakładanie topnika i jego aktywację wszystko dzieje się automatycznie podczas lutowania.
Gdy lutowanie to za mało: Kiedy warto rozważyć klejenie lub spawanie TIG?
Czasami lutowanie, zwłaszcza w przypadku aluminium, może okazać się niewystarczające lub zbyt trudne. W takich sytuacjach warto rozważyć alternatywne metody naprawy:- Klejenie: W przypadku mniejszych pęknięć, przetarć czy ubytków, szczególnie w aluminiowych chłodnicach, nowoczesne kleje epoksydowe z wypełniaczami metalicznymi (np. Kemiskit AL21) stanowią skuteczną i znacznie prostszą alternatywę. Są one odporne na wysokie temperatury (nawet do 200°C) i agresywne chemikalia samochodowe. Klejenie wymaga dokładnego oczyszczenia i odtłuszczenia powierzchni, a także przestrzegania czasu utwardzania, ale nie wymaga specjalistycznego sprzętu do lutowania.
- Spawanie TIG: Jest to profesjonalna metoda naprawy aluminium, która daje bardzo trwałe i estetyczne rezultaty. Spawanie TIG polega na łączeniu metali za pomocą łuku elektrycznego w osłonie gazu obojętnego (np. argonu). Wymaga jednak specjalistycznego sprzętu (spawarka TIG) i dużych umiejętności spawacza. Należy pamiętać, że cienkie ścianki chłodnicy są bardzo podatne na przepalenie, co sprawia, że spawanie TIG jest metodą ryzykowną dla amatora. Jeśli masz dostęp do spawarki TIG i doświadczenie, to jest to najlepsza opcja, ale w przeciwnym razie lepiej zlecić to specjaliście.

Unikaj błędów: najczęstsze pomyłki przy lutowaniu chłodnicy
Nawet z najlepszym sprzętem i wiedzą teoretyczną, łatwo o błędy, które mogą zniweczyć cały wysiłek. Oto najczęstsze pomyłki, których należy unikać podczas lutowania chłodnicy.
Przegrzanie materiału: Jak rozpoznać zagrożenie i co robić, by go uniknąć?
Jednym z najpoważniejszych błędów jest przegrzanie materiału, zwłaszcza w przypadku cienkościennych chłodnic aluminiowych. Zbyt długie lub zbyt intensywne nagrzewanie w jednym punkcie może doprowadzić do przepalenia ścianki, jej odkształcenia lub osłabienia struktury metalu. W przypadku aluminium, przegrzanie może również spowodować utratę jego właściwości mechanicznych. Jak rozpoznać zagrożenie? Jeśli metal zaczyna zmieniać kolor na ciemniejszy (w przypadku miedzi) lub staje się bardzo miękki i zaczyna się zapadać (w przypadku aluminium), to znak, że przesadzasz z temperaturą. Aby tego uniknąć, nagrzewaj obszar równomiernie, ruchami okrężnymi palnika, i obserwuj, jak spoiwo reaguje na temperaturę metalu, a nie bezpośrednio na płomień.
Brudna powierzchnia, czyli gwarancja przyszłych wycieków
Powtórzę to jeszcze raz, bo to naprawdę kluczowe: idealnie czysta powierzchnia to podstawa szczelnej spoiny! Wszelkie zanieczyszczenia korozja, brud, resztki oleju, płynu chłodniczego czy warstwa tlenków uniemożliwią prawidłowe połączenie spoiwa z metalem. Spoiwo nie będzie się rozpływać tak, jak powinno, a zamiast trwałej spoiny, uzyskasz jedynie powierzchowne, nieszczelne połączenie, które prędzej czy później zacznie przeciekać. Dlatego nie oszczędzaj czasu na etapie przygotowania powierzchni dokładne mechaniczne i chemiczne czyszczenie to inwestycja w trwałość naprawy.
Przeczytaj również: Koncentrat do chłodnicy bez wody? Dlaczego to błąd i jak go rozcieńczyć
Za dużo czy za mało spoiwa? Jak znaleźć idealny balans
Ilość użytego spoiwa ma bezpośredni wpływ na jakość spoiny. Zbyt mała ilość spoiwa spowoduje, że spoina będzie cienka, słaba mechanicznie i podatna na pęknięcia. Nie wypełni również całej szczeliny, co doprowadzi do nieszczelności. Z kolei zbyt duża ilość spoiwa może utworzyć nieestetyczne i niepotrzebne zgrubienia, które nie poprawią wytrzymałości, a jedynie zwiększą zużycie materiału i mogą utrudnić montaż chłodnicy. Idealny balans to taki, w którym spoiwo równomiernie rozpływa się w szczelinie, tworząc gładką, lekko wypukłą powierzchnię, która w pełni pokrywa uszkodzony obszar. Praktyka czyni mistrza z czasem nauczysz się oceniać, ile spoiwa jest potrzebne.